
全国统一客服热线0838--6081666

 我国正逐渐迈向制造业强国,而产品在生产制造过程中会不可避免的产生残余应力,残余应力的影响贯穿着产品的全寿命周期,这将极大地影响着工业制造水平、机械装备的性能、安全性、可靠性和人民的生命财产安全。
我国正逐渐迈向制造业强国,而产品在生产制造过程中会不可避免的产生残余应力,残余应力的影响贯穿着产品的全寿命周期,这将极大地影响着工业制造水平、机械装备的性能、安全性、可靠性和人民的生命财产安全。
残余应力超声检测与调控技术在工程上的应用究竟如何呢?下面介绍几种典型材料典型机械构件的应用研究,如车体底板焊接应力检测与调控、铝合金模具的铆接应力检测与调控、管道与金属桁架的受力监测以及非金属如玻璃的应力检测等。
某型两栖车辆底板(材料为LC52铝合金)支撑座区域频繁出现裂纹和裂缝,严重影响了整车质量和水上驾驶安全。通过对车体支撑座区域的焊接和装配应力的无损检测和消除,起到了预防底板开裂、提高车辆底板制造质量的目的和作用。
按照工厂要求,在现场检测前,对残余应力超声检测系统的精度做校准及验证。验证后,开始采用高能超声应力调控系统对成品车的底板开展现场作业和试验论证。本次试验论证的时间较长,前后共历时40天对7台成品车进行了焊接应力检测、消除、再检测以及抽检某几辆进行300km的跑车试验。本节选取其中2台车(003车和004车)的试验效果进行论证。
试验一:按工厂要求,对003车常开裂区域补焊加强筋,然后冷却到室温后,再对焊加强筋后和焊加强筋后再调控的残余应力进行超声检测,检测部位为车体正面焊接区的7个位置,数据如图1所示。之后,对003车进行300km的跑车试验,每天跑100km,分3天完成。由于跑车时车体正面检测部位被油箱、塔架等结构挡住,因此在正面补焊区域的反面选取11个位置进行应力检测。每次跑完后的残余应力超声检测数据如图2所示。
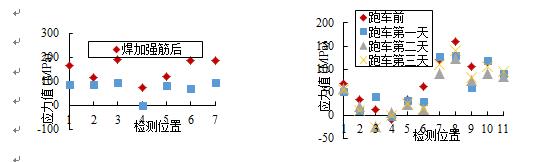
图1 003车焊加强筋后调控前后残余应力变化 图2 003车300km跑车试验残余应力监测
从图1看出,在焊接加强筋后,最大应力出现在3号位置192.34MPa,焊前平均应力为149.54MPa。对焊接区整体进行高能超声应力调控作业。调控作业后最大应力为95.35MPa,平均应力为73.67MPa,应力均化效果良好。
从图2中看出,003车跑车前最大应力为8号位置159.43MPa(8号位置在左四支座和第一条焊筋中间),平均应力为71.9MPa。跑车1天后,3、7、10和11号位置的应力有所上升,说明跑车后,这些点受拉增大。随着跑车的继续进行,这些点应力逐渐稳定,说明没有进一步受拉的危险。三天跑车完成后,平均应力为55.69MPa,应力水平较好。试验后,对底板残余应力检测部位X射线拍照后没有发现裂纹。
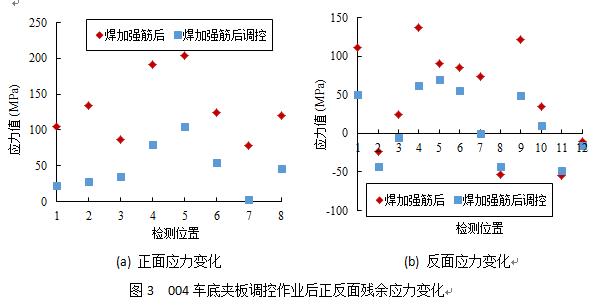
试验二:只对004车焊接加强筋后做应力调控作业,不做跑车试验,调控参数和部位与试验一相同。从图3的试验数据可得,焊加强筋后,正面出现最大应力为203.69Mpa,整体平均应力为130.33Mpa,反面最大应力为137.79MPa,平均为44.83Mpa;调控作业后,正面最大应力为105.39Mpa,平均应力为46.45Mpa,反面最大应力为70.23MPa,平均为11.83Mpa。应力调控作业对正反面的应力都有消除和改善的效果,正面的消减效果在100MPa左右,反面的消减效果在40MPa作业,较好的改善了应力的分布水平。
本手机模具采用7075铝合金制造,其一面需要铆接许多凸台,铆接过程中会产生很大的残余应力,导致在后续精铣时由于残余拉应力的作用产生微裂纹,影响了整个铝合金模具的使用。因此,在铆接后,需要尽可能的消除铆接残余应力,从根本上消除开裂隐患。
模具试样有2块,分别标记为试块1和试块2,如图4所示。试块1的需铆接面还未铆接凸台,因此将其作为对比试块只检测其残余应力,不做应力调控处理。试块2需铆接面已经铆接了6个凸台,对其先检测铆接应力分布,然后进行应力调控处理,完后再检测应力分布。
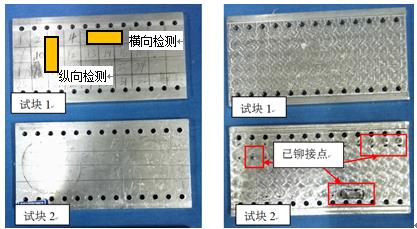
(a) 非铆接面 (b) 需铆接面
图4 试验所用铝合金试块
对模具非铆接面进行残余应力自动扫查。检测探头的布置方式为两种,一种是平行于长边(横向),另一种是垂直于长边(纵向),如图4。检测的参数为:探头中心频率5MHz,探头两换能器间距30mm,每次检测的步进量2mm。检测的结果如下:

c) 调控前试块2横向(铆接点用△表示) (d) 调控前试块2纵向(铆接点用△表示)
图5 调控前两铝合金试块的残余应力分布云图
只对试块2非铆接面进行残余应力调控作业,现场如图6所示,调控的参数为:2路高能激励器同时调控,调控时间15min,激励器频率20KHz,功率250W,压紧力75N。调控后再次检测横向和纵向残余应力,结果如图7所示。
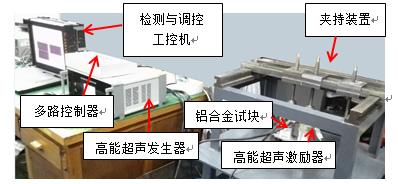
图6 残余应力检测与调控现场
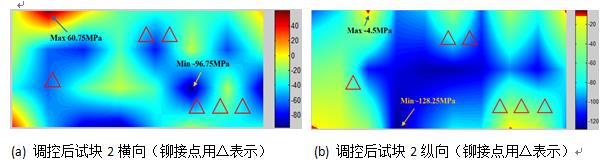
图7 调控后铝合金试块2的残余应力分布云图
试验结果分析表明:(1)由于试块1未铆接,因此残余应力分布非常均匀,最大拉应力和压应力都在很小的范围内,检测结果符合未铆接状态。(2)由于试块2已铆接几个点,因此残余应力分布不均匀,且最大拉应力达到250~350MPa,且从应力分布图中看到的应力集中处就是铆接点的部位,检测结果符合铆接状态。(3)调控后,残余拉应力极大向零应力和压应力转变,最大残余拉应力仅60.75MPa,且整体的应力分布更加均匀,基本恢复到未铆接的状态。
某型航天装备的顶盘为铝合金焊接件,该焊接件内部装填有液态燃料,由焊接应力导致的铝合金顶盘开裂是致命的,其内部燃料会因开裂而泄漏最终酿成灾难。为此,在出厂前,需对铝合金顶盘焊接应力进行检测和调控作业。
顶盘焊接件的检测区域如图8所示,检测方向为垂直于焊缝,距离焊缝3mm左右,一共在焊缝周围检测40个区域,每个区域相邻,得到的应力分布曲线如图9。
通过图9,可以明显得出34~38范围内应力相对较大,利用高能超声调控系统对34~38区域范围内进行超声调控,调控时间为15分钟,具体做法为:在调控前检测残余应力值,调控15分钟后检测相应区域应力值大小。调控的数据对比如表10,试验表明焊接应力下降明显,在较短调控时间内调控效果显著,34~38区域内应力平均下降100MPa左右,几乎没有反弹。
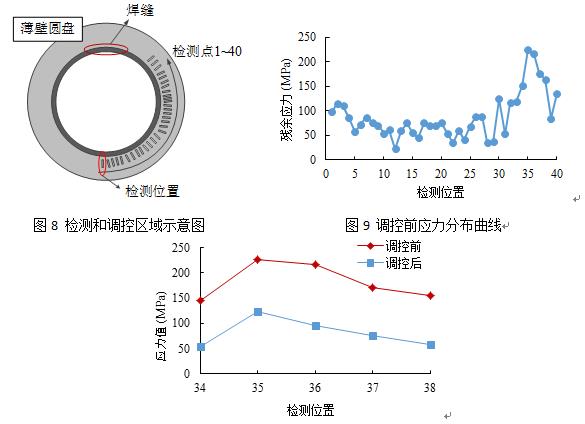
图10调控前后应力分布曲线
二、钢结构焊接或载荷应力检测
利用残余应力超声检测系统,对西部管道西气东输各沿线作业区的管道焊缝残余应力进行现场检测,评估其危险区域。同时,还现场开展了打压管道应力监测试验,利用5路探头,分别监测管道残余应力较大点处的4个周向和1个轴向应力变化,从而寻找到爆管临界点,为管道焊接残余应力的阈值提供参考。
1.1 西部管道西气东输某作业区管道焊缝残余应力检测
对西气东输某加气站油气管道(材料L360,屈服强度360MPa,抗拉强度460MPa)的一处焊缝裂纹处进行了残余应力检测。管道(直径356mm,厚度15mm)有2条2mm深的裂纹,如图11所示。残余应力检测前,裂纹已经进行了打磨处理。检测方向均为垂直于焊缝。通过超声应力检测,可得管道裂纹附近的应力分布曲线如图12所示。
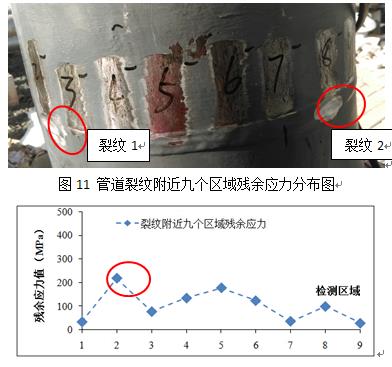
图12 管道裂纹附近九个区域残余应力分布图
从管道两处2mm深裂纹附近9个区域的应力分布图可见,其第2个区域(见红色圈)拉应力偏大(218MPa),需要对其长期监测,其它区域应力较为正常。
1.2 打压管道应力原位监测试验
利用5台检测仪分5路探头,分别监测管道残余应力较大点处的4个周向和1个轴向应力变化,现场如图13所示,考虑到安全因素,管道未被打爆,最大压强达到14MPa。监测点具体位置信息如表1,检测前,对初始应力值做归零处理,连续打压监测的应力走势如图14所示。

图13打压管道应力原位检测现场
表1 监测点具体信息
|
编号 |
布置方向 |
检测位置 |
残余应力值 (MPa) |
|
1号机 |
周向 |
1号管首端焊缝处 |
180 |
|
2号机 |
周向 |
1号管44处 |
193 |
|
3号机 |
周向 |
1号管与2号管焊缝处 |
170 |
|
4号机 |
周向 |
2号管67处 |
140 |
|
5号机 |
轴向 |
2号管末端焊缝处 |
200 |
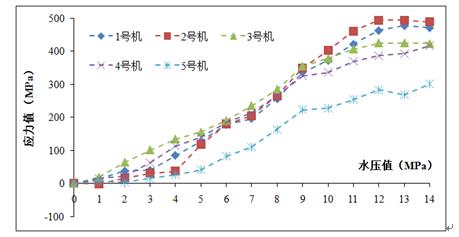
图14 连续打压监测的应力走势图
从监测数据曲线看出:①周向区域的应力值随水压升高的变化大,轴向的应力约周向的一半,这与理论分析吻合;②周向的检测点(1、2、3和4号机)在12MPa水压后都发生应力不再线性增大的现象,可能出现塑性变形;③2号机监测的位置原始残余应力值最大,因此最先达到屈服状态;④4号机监测点在水压14MPa时仍未屈服,说明该点仍然安全,因此可以初步认为管道焊接残余应力的阈值应≤140MPa。
桁架结构多见于铁路和高速公路,通常需要足够强度保证,不发生塑性变形或断裂;足够刚性保证,不发生过大的弹性变形;足够稳定性保证,不发生因平衡形式的突然转变而坍塌;良好动力学特性保证:具有一定抗震、抗风性。因此,有必要对其关键受力点进行应力监测。本试验设计了简单桁架结构,利用龙门压力机对桁架施加压力,采用超声应力检测仪和应变片同时监测应力加载过程中的关键受力点应力变化,试验现场如图15所示。
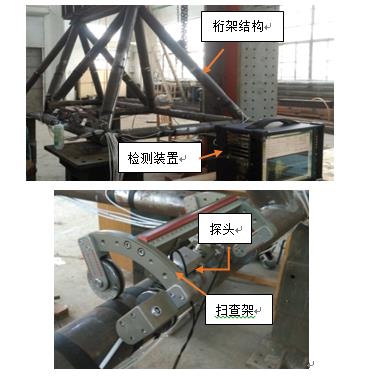
图15 试验现场图片
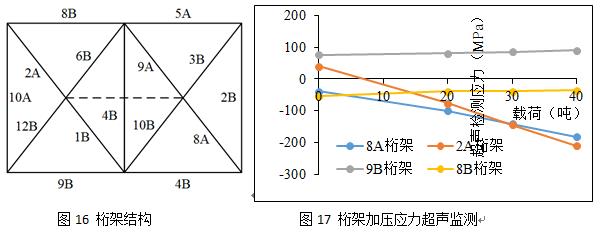
选取桁架8A,2A,9B,8B做桁架加压应力检测试验,桁架结构图如图16。应力检测的结果如图17。在试验数据上,超声波法与贴应变片法监测的数据基本一致,这证实了超声波法应力检测的准确性。
三、非金属构件残余应力的检测
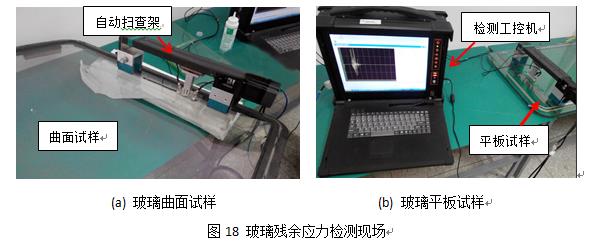
玻璃中的应力通常是极不均匀的,严重时会降低玻璃制品的机械强度和热稳定性,影响制品的安全使用,甚至会发生自裂现象。通常玻璃应力的检测利用了偏振光、双折射、光程差和干涉色等光学原理。但是由于新兴材料的出现,结合检测效率和结果的准确性,玻璃中的应力检测出现了挑战。下述工程应用实验是利用超声残余应力自动扫查装置,对我国某型大型运输机的挡风玻璃的残余应力开展了试验研究。一共检测了2块玻璃试样,一块是曲面试样,另一块是平板试样。检测现场如图18所示。
(1)曲面玻璃试样残余应力检测
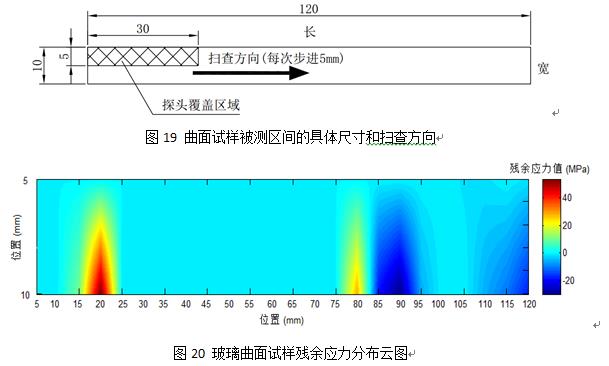
将扫查架置于该曲面试样表面,设置系统扫查步进为5mm,每条线扫查24个残余应力值,而后将扫查架沿其垂直方向挪动5mm,再次扫查。由于该曲面试样是变曲率的,导致声楔块与玻璃表面不能良好耦合,因此只扫查了2条线。扫查区域尺寸和方向如图19所示,将扫查结果绘制为分布云图如图20所示。
(2)平板玻璃试样残余应力检测
将扫查架置于玻璃平板上,设置系统扫查步进为5mm,每条线扫查24个残余应力值,而后将扫查架沿其垂直方向挪动5mm,再次扫查。一共扫查了5条线,共24×5=120个残余应力检测值,扫查区域尺寸和方向如图21所示,将扫查结果绘制为分布云图如图22所示。
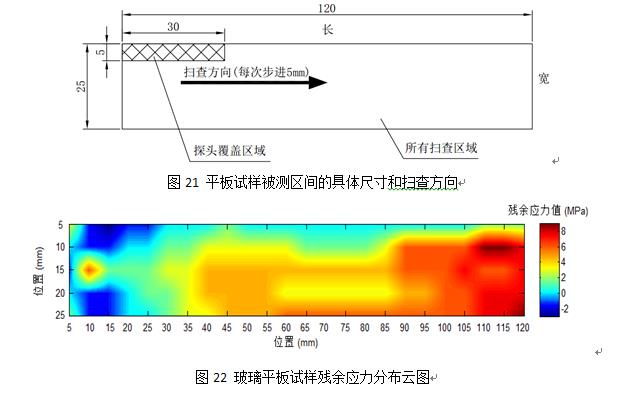
试验的结果表明,残余应力超声检测系统能够很快地检测出玻璃等非金属的残余应力大小及其分布。
总结:
从上述几种典型材料典型机械构件的工程应用研究表面,残余应力超声检测与调控技术在工程实际应用中能起到很好的效果,在现阶段及未来的工业发展中残余应力超声检测与调控技术是必不可少的。
参考文献:《残余应力的超声检测方法》----北京理工大学 徐春广教授等


